联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
大型虾米腰弯头的下料尺寸控制
作者:孟村弯头 时间:2019-04-28 11:17
虾米腰弯头的下料有两种方式:一种是直接在板料上进行放样,按放好的样板对板料进行切割,然后卷板成型;另外一种是先卷板形成筒节,焊接纵缝、焊好后校圆,再根据放样尺寸在筒体上画理论切割线,然后按照理论切割线对筒节进行火焰切割成型。对于大型虾米腰弯头的下料,由于第二种操作快捷方便,有效避免单个虾米腰成型难的问题,一般采用第二种下料方式。
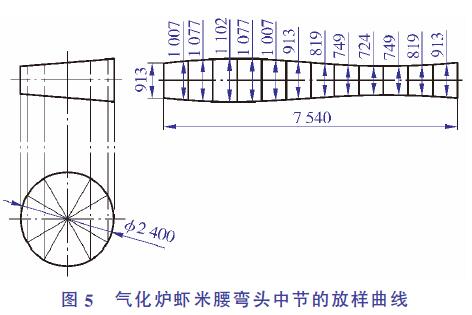
采用虾米腰弯头展开图的放样原理【4-6】,进行气化炉虾米腰弯头的放样。直管段圆周划分成12等分(每等分对应30°角)。虾米腰弯头采用的是外坡口,坡口角度为16°。为此坡口基准线在内壁,故采用内径进行虾米腰弯头的放样。首先在油毡纸上进行放样,然后把放样好的油毡纸贴在筒节内壁划出理论切割线。如图5所示,气化炉虾米腰弯头的中节的放样曲线。
弯头的坡口加工可以分为两步,第一步是按理论切割线把弯头从筒节上割下来,第二步是从割下来的弯头上开16°外坡口。弯头坡口加工有两种方式。第一种是利用转胎火割虾米腰弯头,同时坡口一次成型。依据在筒节内壁上划好的理论切割线,利用转胎缓慢转动筒体,火割过程不停微调火割机头,使机头沿着理论切割线移动,并与理论切割线成一定角度,割出外坡口。如图6和图7所示,为虾米腰弯头按理论切割线把弯头从筒节上割下来但未开16°外坡口时示意。在图6中,火割机机头过理论切割线上的每点,且与厚度方向垂直。图7中火割机机头过理论切割线上的每点,且在厚度方向与理论切割线方向重合。
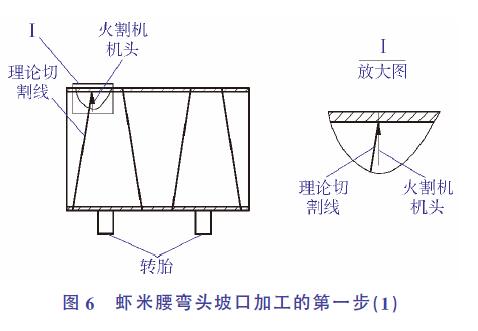
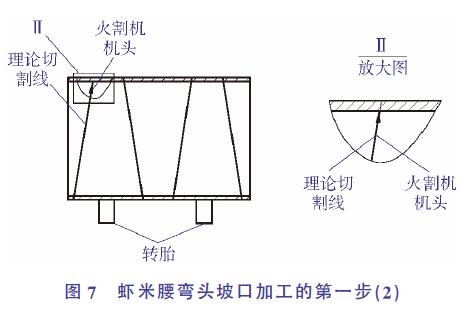
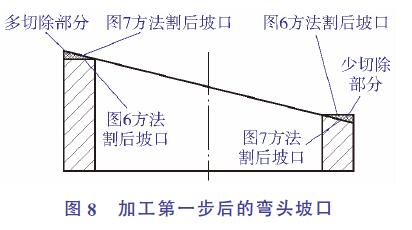
图8为虾米腰弯头加工第一步后的坡口示意图。在图8中,按图7割后的坡口是正确的坡口,与理论切割线方向重合。而按图6方法割后的坡口存在问题,相对于图7割后的坡口,在大端多切掉了阴影区域部分,在小端少切掉了阴影区域部分。
在加工完第一步后,下一步就是开16°的外坡口。如果采用图7的方式加工第一步,在此基础上再开16°外坡口,如图9所示,大端的坡口与理论切割线的夹角为20.5°,比理论的坡口角度16°大了4.5°,小端的坡口与理论切割线的夹角为11.5°,比理论的坡口角度16°小了4.5°。
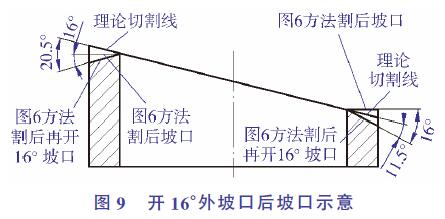
这样造成2个弯头在组对时,大端组对后的坡口偏大,小端坡口偏小,且坡口角度由大端向小端逐渐减小。
为此在进行弯头的下料时,火割机机头应过理论切割线上的每点,且在厚度方向与理论切割线方向重合,在这基础上再把机头调整成与理论切割线方向成16°,这样可以一次割出16°的外坡口,不过要不停的调整机头的角度。这种方法理论上是可行的,而在实际工作中这就对操作人员提出了非常高的要求。
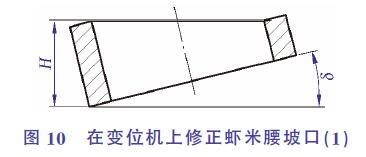
第二种是采用图6的方式,对虾米腰弯头的坡口进行第一步加工,仅把筒节割成一段段的直管段,未开16°外坡口。由上面的分析可知这种方式的坡口存在问题。为此需要对坡口进行修正,同时开16°外坡口。采用虾米弯无样板下料工法【7】,如图10所示,把采用图6中割下来的直管段放在已经调水平的变位机上,调整弯头的高度,使弯头的内壁理论切割线到变位机平面的高度相同,都为H高,此时内壁理论切割线水平,与变位机平面平行。调好后,把弯头垫好,由分析可知,端节的垫高角度δ=4.5°,中节的垫高角度δ=9°。
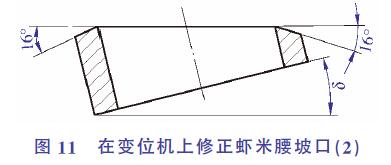
调整好后,把火割机放在弯头里面,并调整机头使其与已经水平的理论切割线成16°角,如图11。变位机转动,而割机机头不动,割出外坡口。
通过两种弯头坡口加工的方式比较。可知第二种方式的坡口加工需要经过2道工序,但是可以很好的保证坡口的质量,对人员要求低,同时第二道工序是半自动化的,效率高。而采用第一种方式,虽然可以一次成型,但是坡口质量难以保证,坡口需要再次进行修正,同时对人员要求高。为此本次气化炉大型虾米腰弯头的坡口加工采用的是第二种方式,很好的保证了坡口的尺寸。
