联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传统弯头推弯管坯尺寸设计
作者:孟村弯头 时间:2019-04-30 10:27
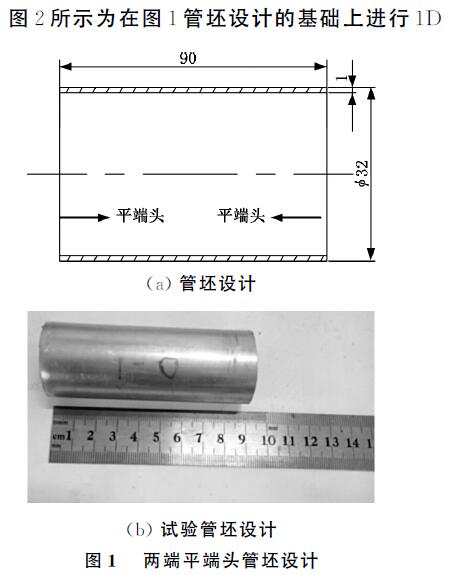
一般而言,根据相对弯曲半径的不同,管坯的尺寸在设计上也有所不同,其最常见的形式为管坯两端保持平端头不变。该设计原理为管材在弯曲变形过程中,外侧材料受拉伸长,内侧受压缩短,而在材料的伸长和缩短之间存在一个长度保持不变的区域,称之为应变中性层,当弯曲变形程度不大(即相对弯曲半径较大)时,应变中性层偏移量很小,可认为该应变中性层通过截面中心[14],此时管坯设计可按下式计算:L=πR/2+2l+2c(1)其中,L为毛坯总长度,R为相对弯曲半径,l为两端直线段,c为加工余量。该设计针对相对弯曲半径较大时的弯头成形,不适用于小弯曲半径弯头的成形,其管坯设计如图1所示。
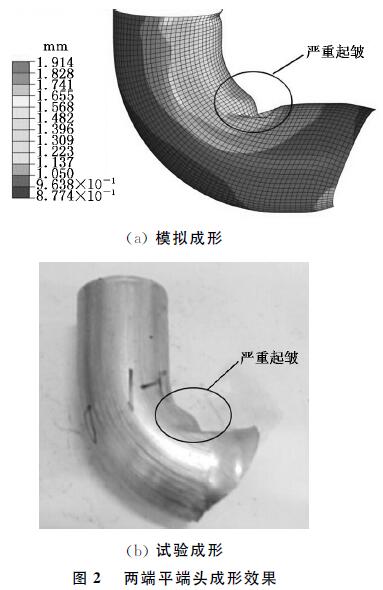
弯曲的成形效果。从图2a模拟成形结果中可看出其内侧起皱现象严重,管坯内侧发生严重的失稳起皱,图2b的实际试验效果也验证了这一结果。分析可知,管坯弯曲时在弯矩作用下内侧材料本身受到切向压缩造成压缩变形,此时若内侧部分材料过多,在切向压应力作用下材料之间会产生互相挤压甚至重叠,同时,1D的弯曲变形程度也加剧了材料的起皱,由此出现图2中的起皱现象。