联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
扩径推弯原理
作者:孟村弯头 时间:2019-06-14 10:17 扩径推弯弯头是管坯套在芯杆上,芯杆锁定在固定牌坊等机架上,活动牌坊推动推制环、推制管和坯料顺芯杆前进从芯头外沿爬过而周向扩径、轴向弯曲变形成为弯头。
图1所示为扩径推弯过程的网格变化,说明扩径推弯法原理是坯料外弧基本不变形,内弧轴向压缩、周向拉长、内弧侧厚度不变,扩径推弯是使比例变形,成为纯剪状。在弯管成形过程中,各特征点的环向拉应变εΦ和轴向压应变εθ相等,径向应变εf≈0。若将坯料表面等分成小网格,扩径推制后弯头的外弧侧网格基本不变,则说明弯头外侧的金属没有参与变形,内侧的网格变化最剧烈,轴向产生压缩变形,网格缩短;径向产生拉伸变形,网格拉长,网格呈现等腰梯形状,从弯头外侧到内侧其变形程度逐步加剧。所以,在扩径推弯过程中,坯料受到的是拉压变形和微小弯曲变形,不产生剪切变形和扭转变形。扩径推弯法可以避免传统弯管工艺成型时,外弧管壁受拉减薄,内弧管壁受压增厚而造成的壁厚不均匀现象,可保证外径的圆度和壁厚的均匀性。
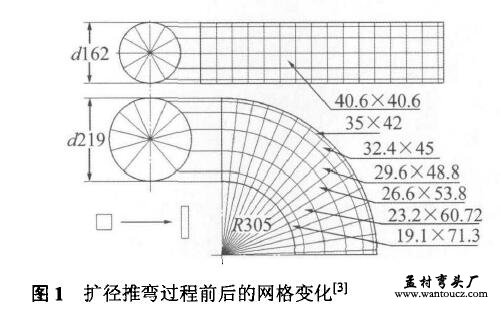
图1所示为扩径推弯过程的网格变化,说明扩径推弯法原理是坯料外弧基本不变形,内弧轴向压缩、周向拉长、内弧侧厚度不变,扩径推弯是使比例变形,成为纯剪状。在弯管成形过程中,各特征点的环向拉应变εΦ和轴向压应变εθ相等,径向应变εf≈0。若将坯料表面等分成小网格,扩径推制后弯头的外弧侧网格基本不变,则说明弯头外侧的金属没有参与变形,内侧的网格变化最剧烈,轴向产生压缩变形,网格缩短;径向产生拉伸变形,网格拉长,网格呈现等腰梯形状,从弯头外侧到内侧其变形程度逐步加剧。所以,在扩径推弯过程中,坯料受到的是拉压变形和微小弯曲变形,不产生剪切变形和扭转变形。扩径推弯法可以避免传统弯管工艺成型时,外弧管壁受拉减薄,内弧管壁受压增厚而造成的壁厚不均匀现象,可保证外径的圆度和壁厚的均匀性。
