联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
分模锻造技术简介
作者:孟村弯头 时间:2019-06-20 17:35
随着工业技术的飞速发展,制造业不仅对产品的形状及性能提出更高的要求,同时由于资源短缺、环境污染的等问题的日益严峻,进一步提出了节能减排的要求。锻造行业作为国民经济的基础产业,也提出了节能减排的要求,逐步从传统的粗放型行业转为集约型行业。锻造行业的节能减排措施技术主要包括锻造设备的改造与更新,锻造工艺的优化,以及锻造材料的更新等,其中采用精密锻造技术实现近净成形是重要途径之一。
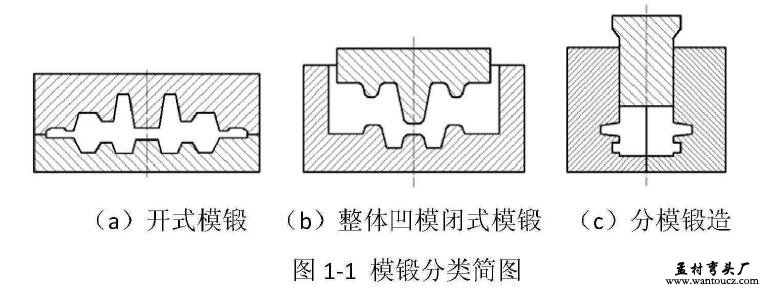
模锻工艺可以分为开式模锻和闭式模锻。开式模锻的锻件沿着分模面周围形成横向飞边(如图1(2)),闭式模锻亦称无飞边模锻,其特征为模锻时坯料在封闭的模膛中成形,因此闭式模锻可以使锻件的几何形状、尺寸精度和表面质量最大限度地接近于成品零件。闭式模锻分为整体凹模闭式模锻和可分凹模闭式模锻,后者又称分模锻造。
分模锻造,又称复动成形或闭塞锻造,其特点为凹模可分,能够保证复杂的锻件从形腔中顺利取出。分模锻造的成形过程为,可分凹模在一定压力下合并成模腔,毛坯在模腔中定位,通过一个或多个冲头对其施加压力,使金属充满封闭形腔,然后冲头回程,可分凹模打开,取出锻件。
多向模锻(又称多柱塞模锻)是一种特殊的分模锻造。多向模锻的工作原理是在压力机一次行程内,可分凹模闭合,几个冲头(各冲头间可相互垂直,也可成一定的角度)自不同方向同时或先后对坯料挤压,从而在热态或冷态下获得形状复杂的锻件。该工艺在第二次世界大战后即已出现,自上世纪年代以后,美、英、法、德和前苏联等工业发达的国家,纷纷推广应用和发展多向模锻技术。我国也从上世纪60年代中期起开始研发多向模锻设备和工艺。
分模锻造是挤压和模锻的综合过程。能够有效改善普通模锻件的敷料大、加工余量和公差大、肥头大耳的落后现状,并且能够成形普通模锻所无法成形或较难成形的无飞边、无拔模斜度或有局部小斜度、带有多个枝丫、凸台或孔腔等复杂形状的锻件。该工艺能够有效提高材料利用率,减少模锻工序,提高锻件的成形精度和力学性能。
