联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
承插弯头分模锻造成形有限元建模
作者:孟村弯头 时间:2019-07-04 10:36
承插弯头分模锻造成形是一个大塑性变形的复杂过程,该过程存在严重不均匀的塑性变形和变形产热及传热之间复杂的交互作用。因此,合理的建立热力耦合模型,是实现分模锻造成形承插弯头的数值模拟的重要前提。
1、几何模型
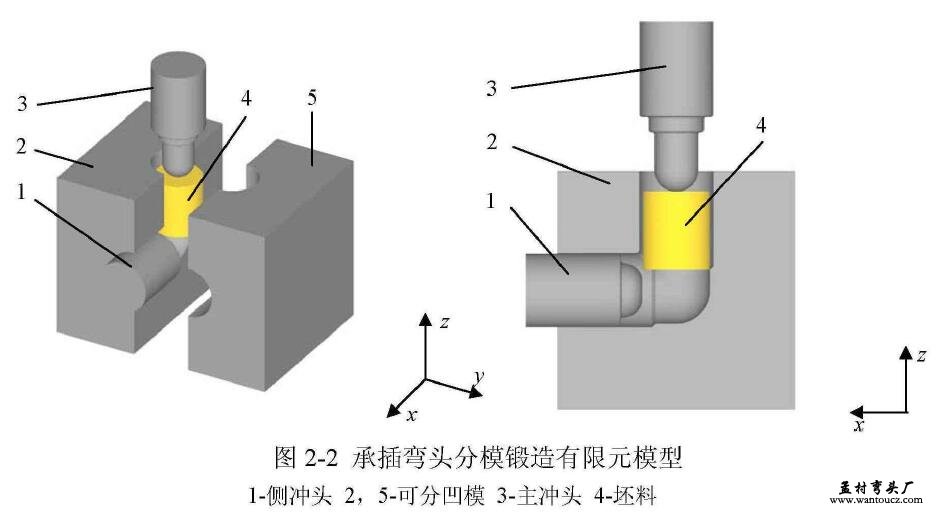
根据分模锻造基本原理和承插弯头的热锻件尺寸,运用Pro/E三维建模软件,建立用于有限元模拟的几何模型,包括可分凹模、主冲头、侧冲头和坯料,如图2-2。主冲头和侧冲头的形状根据热锻件的内孔型腔尺寸确定。可分凹模分为两个半模,根据热锻件的外轮廓尺寸确定其模腔尺寸,并根据锻件的几何形状选其几何对称面作为分模面。根据弯头的形状特点,选用圆柱形坯料。此外,为避免在Deform-3D模拟软件中进行繁琐的装配工作,将上述所建的几何模型在Pro/E软件中进行合理的装配。由于在有限元模拟过程中不考虑可分凹模的合模过程,故将可分凹模装配为合模状态。并且不考虑坯料所受的重力作用,将坯料竖直放入可分凹模型腔。装配完成后,通过Pro/E三维建模软件的导出功能,将各组件导出为STL文件,再将STL文件导入Deform-3D有限元模拟软件,从而完成在有限元模拟软件中的几何模型的建立工作。
2、网格划分
本文采用刚塑性有限元法研究承插弯头分模锻造成形工艺。为保证有限元模拟结果的准确性,节约有限元运算时间,需选择合理的网格划分方式和网格重划分技术。本文中将坯料设置为塑性体,采用绝对网格划分方式和四面体网格类型,对坯料进行网格划分,初始网格总数为58766(最小网格尺寸0.8mm,尺寸比为3)。同时采用整体重划分网格技术,防止因网格畸变严重而使得运算不收敛。此外,不考虑模具在成形过程中的弹性变形,将模具设为刚体。但为了实现坯料与模具间温度场的合理计算,对冲头与可分凹模进行网格划分。文中采用相对网格划分方式和四面体网格类型,将主冲头和侧冲头的分别划分为20000网格单元,将可分凹模1和可分凹模2分别划分为25000网格单元。
3、材料模型
本课题所研究的承插弯头的材料为AISI-1025钢,其材料参数从Deform-3D软件的材料库中导入。由于采用热锻工艺成形弯头,故需将坯料加热到可锻温度内,同时为有效减小成形力,故需将坯料的加热到可锻温度的高温区,其始锻温度为1150℃。由于模具在使用前需要进行良好的预热,从而保证模具的使用性能和使用寿命,故在有限元模型中将模具初始温度设为300℃。
4、边界条件
为建立准确的承插弯头分模锻造成形的有限元热力耦合模型,需定义合理的摩擦条件和热交换条件。由于承插弯头分模锻造成形过程为大塑性金属成形过程,因此其摩擦条件选用大塑性变形常用的剪切摩擦,其表达式为:
f=m.k (2-2)
式中f为摩擦应力, k为剪切屈服应力, m为摩擦因子。此外,坯料与模具之间存在热传导,坯料与周围环境之间也存在热传导,以及坯料本身因塑性变形而产生功热转换,因此需在有限元模型中设置相应的参数。
5、模具运动过程
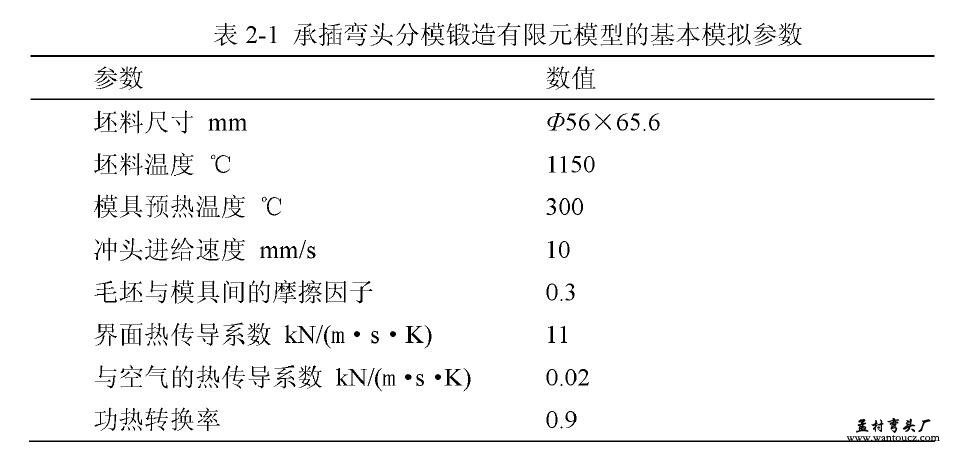
在成形前,可分凹模的两半模首先合模,并且侧冲头已经处于最终位置。成形过程中,仅由主冲头对坯料进行加载,使得坯料成形为带孔型的承插弯头锻件。综合以上参数,该有限元模型的基本的模拟参数如表2-1所示。