联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
三通管接头多向模锻成形有限元建模
作者:孟村弯头 时间:2019-07-19 09:27
1、几何模型
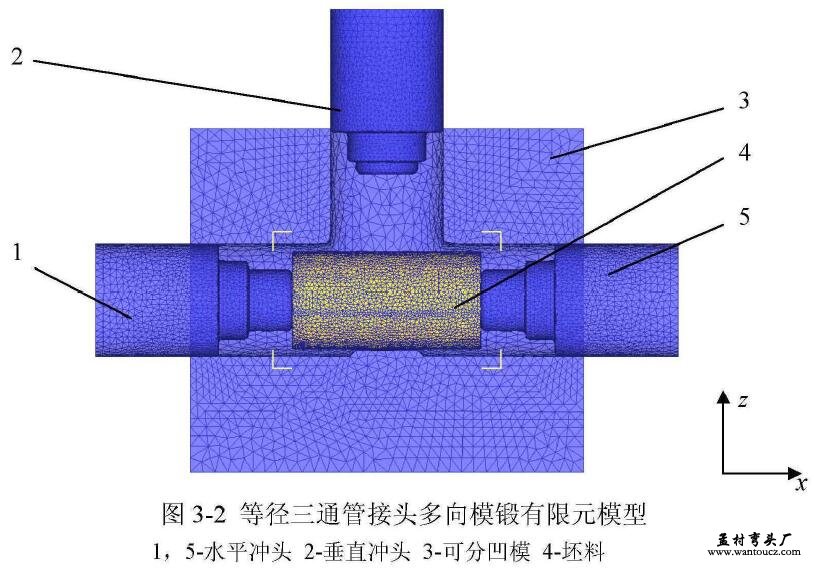
根据多向模锻基本原理和三通管接头的热锻件尺寸,运用Pro/E三维建模软件,建立用于有限元模拟的几何模型,包括可分凹模、垂直冲头、水平冲头和坯料,如图3-2。垂直冲头和水平冲头的形状根据热锻件的内孔型腔尺寸确定。可分凹模分为两个半模,根据热锻件的外轮廓尺寸确定其模腔尺寸,并根据锻件的几何形状选其几何对称面作为分模面。根据三通管接头的形状特点,选用圆柱形坯料。此外,为避免在Deform-3D模拟软件中进行繁琐的装配工作,将上述所建的几何模型在Pro/E软件中进行合理的装配。由于在有限元模拟过程中不考虑可分凹模的合模过程,故将可分凹模装配为合模状态。根据文献的研究结论,将圆柱坯料按平行于水平冲头的方向放入可分凹模型腔。装配完成后,通过Pro/E三维建模软件的导出功能,将各组建导出为STL文件,再将STL文件导入Deform-3D有限元模拟软件,从而完成在有限元模拟软件中的几何模型的建立工作。
2、网格划分
本文采用刚塑性有限元法研究三通管接头多向模锻成形工艺。为保证有限元模拟结果的准确性,节约有限元运算时间,需选择合理的网格划分方式和网格重画分技术。本文中将坯料设置为塑性体,采用绝对网格划分方式和四面体网格类型,对坯料进行网格划分,初始网格总数为43444(最小网格尺寸0.8mm,尺寸比4)。同时采用整体重划分网格技术,防止因网格畸变严重而导致运算不收敛。此外,不考虑模具在成形过程中的弹性变形,将模具设为刚体。但为了实现坯料与模具间温度场的合理计算,对冲头与可分凹模进行网格划分。文中采用相对网格划分方式和四面体网格类型进行网格划分,网格数分别为:垂直冲头-30000,水平冲头-30000,可分凹模-40000。
3、材料模型
本课题所研究的三通管接头的材料为AISI-1025钢,其材料参数从Deform-3D软件的材料库中导入。由于采用热锻工艺成形三通管接头,故需将坯料加热到可锻温度内,同时为有效减小成形力,故需将坯料的加热到可锻温度的高温区,其始锻温度为1150℃。由于模具在使用前需要进行良好的预热,从而保证模具的使用性能和使用寿命,故在有限元模型中将模具初始温度设为300℃。
4、边界条件
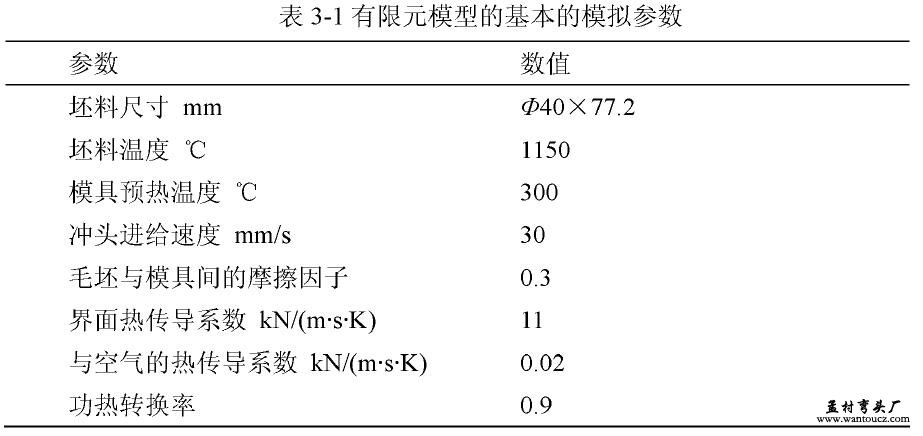
为建立准确的三通管接头多向模锻成形的有限元热力耦合模型,需定义合理的摩擦条件和热交换条件。由于三通管接头多向模锻成形过程为大塑性金属成形过程,因此其摩擦条件选用大塑性变形常用的剪切摩擦,其表达式为公式(2-2)。此外,坯料与模具的存在热传导,坯料与周围环境之间也存在热传导,以及坯料本身因塑性变形而产生功热转换,因此需在有限元模型中设置相应的参数。该有限元模型的基本的模拟参数如表3-1所示。
5、冲头运动路径方案
根据三通管接头的锻件形状及模具结构,制定了三种冲头运动路径的工艺方案:三向同步运动路径,三向异步运动路径,双向同步运动路径。三种工艺方案的冲头运动过程分别为:
三向同步运动路径:垂直冲头沿纵向方向(z轴),两个水平冲头沿着横向方向(x轴)同时同速运动,并同时到达最终冲头位置,其加载速度为30mm/s。
三向异步运动路径:第一阶段为水平冲头1和水平冲头2沿横向方向(x轴)同时同速对坯料进行挤压,达到最终冲头位置后停止运动,加载速度为30mm/s,此过程中垂直冲头不对坯料施加载荷;第二阶段为水平冲头1和水平冲头2固定不动,垂直冲头沿纵向方向(z轴)对坯料进行挤压并到达最终位置,加载速度为30mm/s。
双向同步运动路径:由于上文所设计的模具结构、坯料尺寸和坯料的摆放方式,使得垂直冲头能够通过空载运动先到达最终位置,因此整个成形过程中垂直冲头位置固定,成形过程仅为侧向冲头1和侧向冲头2沿着坯料轴线方向(x轴)同速加载,加载速度为30mm/s。
