联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
环焊缝安全可靠性影响因素
作者:孟村弯头 时间:2020-07-25 16:07
天然气管道工程途经地区地貌复杂多变,运行期发生的滑坡、泥石流及采空区地而沉陷等均会给管道带来额外的附加荷载,从而超出设计荷载。根据管道断裂力学理论,管道环焊缝失效主要与管道焊缝材料的力学性能(焊缝强度与断裂韧性)、缺陷(缺陷类型与尺寸大小)以及管道荷载(内压、焊接残余应力、组装应力、位移应力)相关。为了降低管道的失效影响,国内外学者在焊接工艺选用、焊缝强度匹配、不等壁厚环缝应力集中、焊缝无损检测方法等方而开展了大量研究。
1焊接工艺
目前,大口径高钢级天然气管道的焊接方法主要有半自动焊与全自动焊两种工艺。与半自动焊工艺相比,全自动焊工艺熔敷率较高,使得环焊缝的强度、韧性等综合性能优良。20世纪70年代国外开始应用全自动焊工艺,目前技术成熟、设备系列化,已成为大口径、高钢级管道焊接的主流技术。2015年以前,中国全自动焊接管道累计长度约2 600 km,仅占2000年以来管道建设总里程的10},而在此期间,国外80%的管道应用了全自动焊技术。
半自动焊工艺采用的自保护药芯焊丝是一种无外加气体保护的焊接材料,药芯中的造气剂位于焊丝内部,焊接过程中会在熔池内部产生气体。由于熔池产生的气体量不均匀,无法有效保护金属熔滴,从而使大气中的氮气侵入焊接区。氮使得焊缝冲击韧性、延展性降低,产生气孔、裂纹等缺陷。焊丝药芯配方与药粉填充均匀稳定性也会对焊接工艺产生影响,实际焊缝中各处药粉填充并不均匀,导致焊接不连续、不稳定,因而造成焊缝力学性能指标出现离散性。已有研究表明:当半自动焊用于合金含量较高的高钢级管线钢焊接时,其冲击韧性的离散度与母材冶金化学元素成分、药芯焊丝药粉灌装均匀密实程度、焊接过程稳定性、气候环境潮湿性等因素相关,而现场焊接过程中难以有效控制这些因素。由于全自动焊系统能够实现焊接过程中对焊接参数的交互式自动控制,而且能够将焊接热输入量严格控制在焊接工艺规程范围内,因此,环焊缝及热影响区冲击韧性的离散度小得多。与自保护半自动焊工艺相比,全自动焊技术通过预先设置及微调电弧电压、送丝速度、焊接速度、摆动宽度和频率、电弧长度等焊接工艺参数来实现焊接过程的一致性控制,大大降低了焊接过程中人为因素的影响,焊接热输入量低,能够有效保证焊接质量的稳定性。
为了验证X80钢自动焊焊口的力学性能及质量稳定性,在中俄东线天然气管道工程北段建设过程中,开展了大量现场抽口试验,结果表明:焊缝中心的冲击功主要分布在120.0-170.0 J,均值为155.1 J ;熔合线的冲击功主要分布在180.0-300.0 J,均值为231.1 J。该结果完全满足中俄东线天然气管道工程规定的一20℃试验温度下,夏比冲击功单值不小于38.0 J均值不小于50.0)的要求,质量稳定可靠。
2焊接接头强度匹配
管道环焊缝与母材的强度匹配关系包括3种:焊缝强度等于母材强度(等强匹配),焊缝强度超出母材强度(高强匹配)及焊缝强度低于母材强度(低强匹配)。
针对油气管道采用何种匹配的问题,对于基于应力设计的管道,目前国内外有关设计与焊接标准均未明确规定,只是在API 1104-2013《管道和相关设施的焊接》等焊接专项标准中规定:进行焊接工艺评定时,焊缝的拉伸强度应大于管材名义最小抗拉强度。由于管材的实际抗拉强度波动范围较大,高达200 MPa,因此,这是名义的高强匹配,而非实际高强匹配,实际焊缝金属的抗拉强度可能高于母材的抗拉强度,也可能低于母材的抗拉强度,只是所占比例不同。对于基于应变设计的管道,为了充分发挥管材的应变能力,以适应地而位移的影响,国内外标准均明确要求焊缝熔敷金属与母材之间为高强匹配。
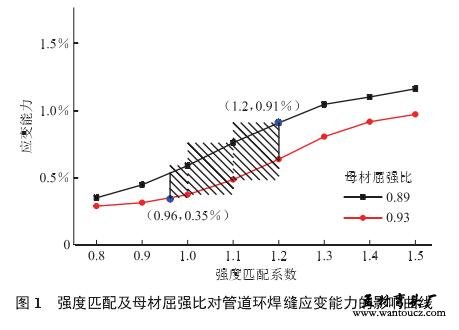
随着近几年对油气管道环焊缝失效的深入研究,对油气管道环焊缝的强度匹配有了更深入的认识。针对一些高钢级管道环焊缝失效案例中环焊缝应变远低于0.5%即发生失效的情况,国际管道研究协会(PRCI)及中国石油大学(北京)张宏等对于不同强度匹配下的环焊缝应力能力进行了研究,认为适当的高强匹配对环焊缝的应变能力有较大影响,当强度匹配系数增大时,焊缝应力能力增强,而当母材屈强比降低时,焊缝应力能力也有所增强(图1)。
3不等壁厚坡口形式
目前,陆上天然气管道建设均采用等外径设计钢管,根据GB 50251-2015《输气管道工程设计规范》规定,对于大于2.5 mm不等壁厚钢管对接,焊接前需要对厚壁管内端部实施倒角式坡口处理。对于现状条件下不等壁厚焊接,主要存在如下问题:①内坡口加工难度大,坡口质量低;②不等壁厚处焊接质量不理想,易出现缺陷,在西气东输二线及西气东输三线的焊口复查中,发现不等壁厚环焊缝存在较多未焊透、未熔合等缺陷;③基于现有无损检测技术,管道不等壁厚连接焊缝中的缺陷存在漏检或误判情况;④变壁厚焊缝通常产生较大应力集中,当管道受到外部载荷作用时,将在一定程度上扩大载荷应力。
对于现行标准中规定倒角式坡口存在的不足,国外做过类似研究,Huo等对倒角式内坡口及孔锥形内坡口进行了研究,结果表明:两种坡口形式的过渡焊缝设计,环向承压极限载荷基本相同;孔锥形内坡口相对于倒角式内坡口,可以显著降低纵向应力集中;孔锥形坡口的最小过渡长度主要取决于不等壁厚连接的管径、壁厚匹配。Aditya等对不等壁厚过渡焊缝的最小扩孔长度及锥角进行了研究,结果表明:目前依据行业准则确定的最小扩孔长度足够保守,对于大口径、薄壁管来说,利用现有准则确定的扩孔长度太大,给扩孔施工带来了挑战,可以利用其推荐的计算方法确定扩孔长度值;锥度角的影响对纵向应力集中降低非常有限,锥角从14°增至30° ,应力集中增加很小。
针对上述问题,中国也在开展相关研究,对于孔锥形坡口尺寸的确定,主要考虑了焊缝处的应力集中、管道焊接及无损检测等方而的要求。目前,中国热垠弯管厂家已开发出相关尺寸的坡口机,如管道局机械公司、渤海巨龙钢管公司,其对老式仿形刀坡口机进行了改造,研发购置了新型仿形浮动刀坡口机及整圆设备,并为中俄东线天然气管道黑河一长岭段工程及密云一马坊一香河管道工程提供了批量带内锥孔形坡口的热垠弯管。
4无损检测
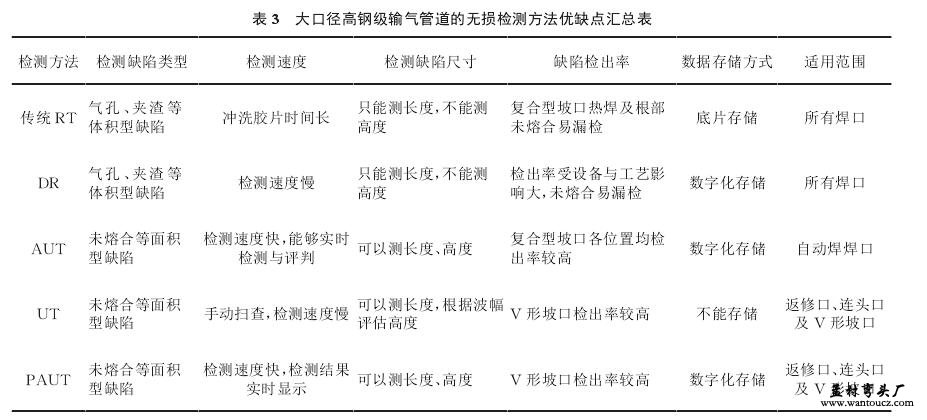
目前,应用于大口径高钢级输气管道的无损检测方法主要有射线检测与超声波检测,其中射线检测包括传统底片(RT)检测及DR数字检测,超声波检测包括手工超声波(UT)检测、相控阵超声波(PAUT>检测及全自动超声波(AUT)检测(表3)。
2000年以前,油气管道主要采用传统胶片射线及手工超声波检测;2000年以后,随着自动焊技术的推广应用,全自动超声波技术作为自动焊的配套检测技术在国内得到推广应用。随着数字化管道建设及管道安全质量升级管理需求的提高,近几年,中国依托中俄东线、闽粤支干线、深圳I_NG管道等工程项目,对AUT, PAUT, DR检测技术在设备、工艺、人员培训、现场试验验证等方而开展了大量工作,通过不断改进,显著提升了上述检测技术的工程适用性、工艺稳定性及检测结果可靠性。目前,AUT技术已非常成熟,相比RT技术,其对缺陷的检出率与检测精度更高;相比AUT技术,PAUT技术在中国的工程应用起步较晚,应用较少,在前期应用中,对于缺陷的判定标准主要参考UT标准,在检测结果判定中出现较多争议,随着后期对标准的修订完善,该技术现已纳入
SY/T 4109《石油天然气钢质管道无损检测》最新修订版的报批稿,其技术本身日趋成熟,具备了规模推广应用的条件。相比AUT技术与PAUT技术,DR技术在中国的研究应用起步最晚,由于国产设备在成像板参数、对比度、分辨率等方而与国外有一定差距,存在缺陷定量误差,因此,仅在多个工程中开展了试验性应用。根据工程应用经验,DR技术与传统RT检测技术相比,国内设备的漏检、误检问题较多,质量控制与管理体系不够完善,尚不具备完全替代RT技术进行规模应用的条件。
