联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
承插弯头分模锻造成形基本规律
作者:孟村弯头 时间:2019-07-05 10:22
本文对承插弯头分模锻造工艺成形过程中的金属填充过程,温度场分布及变化规律,等效应变场分布及变化规律,冲头轴向载荷和侧向偏载荷做了全面的分析。
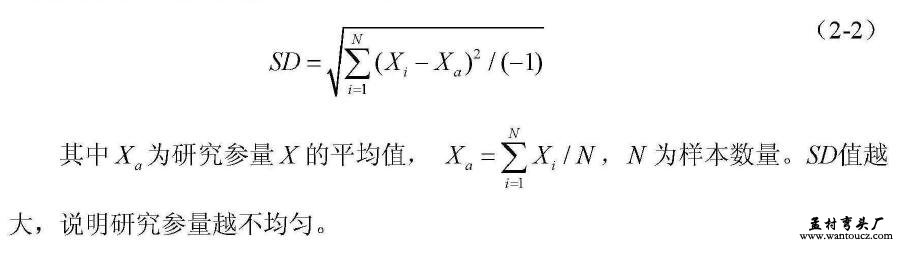
为了研究承插弯头分模锻造成形过程中的等效应变和温度的分布均匀性,本文运用标准差进行衡量。其公式为:
1、金属流动规律
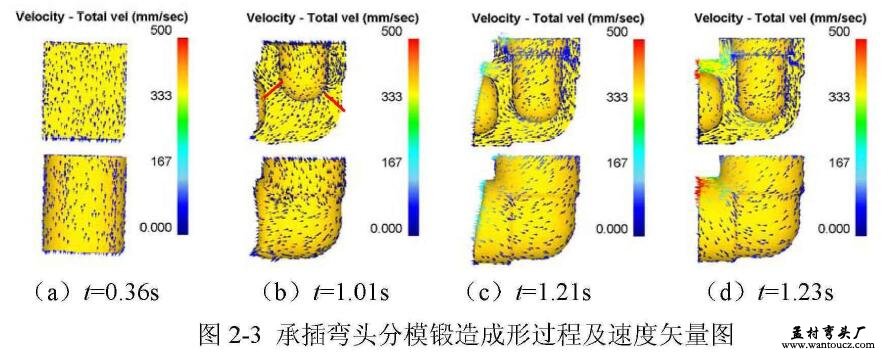
图2-3为承插弯头分模锻造成形过程及速度矢量图。坯料首先在主冲头的作用下在型腔中进行位置的调整。该过程中坯料主要发生整体的平移和旋转的刚性移动,使坯料在凹模中达到受力平衡状态,如图2-3(a)。此后,主冲头逐渐压入坯料,金属的塑性变形进入复杂的复合挤压阶段。位于主冲头前端的金属在主冲头的作用下发生正挤压;位于坯料上端金属向阻力较小的轴正方向流动,即发生反挤压;同时坯料末端金属被挤入侧向型腔,即发生侧向挤压,如图2-3(b)。在该成形过程中,主冲头前端金属的流动速度明显大于其余部位的金属流动速度,并且在主冲头两侧均出现了明显的分流面。主冲头左侧的分流面是因为金属在侧冲头的作用下由中心向两侧流动;主冲头右侧的分流面是正挤压与反挤压的分界面。从图2-3(c)可以看出,弯头上管体首先完成成形。此后,金属在主冲头的作用下以正挤压和侧向挤压的复合成形方式继续发生塑性变形。坯料末端开始从下往上逐渐填充侧向型腔,直至锻件最终成形,如图。因此在该种冲头运动路径下,金属的难填充区域出现在弯头侧管体上部区域。
2、力能参数演变规律
成形载荷是合理设计模具,合理选择设备和合理的制定工艺方案的重要参考指标之一。图2-4(a)所示为主冲头和侧冲头在成形过程中所受的轴向成形载荷曲线(主冲头沿方向上所受的载荷,侧冲头沿方向上所受的载荷)。从图2-4(a)可以看出,主冲头轴向成形载荷曲线可以分为四个阶段。阶段1为坯料位置调整阶段,该阶段中坯料主要做位置调整,几乎不发生塑性变形,因此主冲头的成形载荷很小,且仅随冲头行程的增大而略有上升。侧冲头在阶段1前期不与坯料接触,成形载荷为0kN。阶段2为主冲头球头压入阶段,该阶段中随着主冲头球面端部逐渐压入坯料,主冲头与坯料的接触面积逐渐扩大,因此主冲头所承受的载荷也逐渐增大。同时侧冲头与坯料接触,且接触面积逐渐扩大,因此侧冲头的轴向载荷也逐渐增大。但此时金属流入侧向型腔的趋势较弱,因此侧冲头所受的轴向载荷较小。阶段3为稳定变形阶段,主冲头进一步压入坯料,但此时主冲头的承载面积保持不变,主冲头平稳的压入坯料,因此主冲头所承受的轴向载荷保持稳定。同时随着金属进一步填充侧向型腔,侧冲头所承受的轴向载荷逐渐增大,但仍小于主冲头所受的轴向载荷。在阶段2和阶段3中,主冲头和侧冲头的轴向载荷均较小,这是由于此时坯料温度较高,对应的材料屈服强度较小,且此时坯料与模具的接触面积和塑性变形区较小,金属受到模具型腔的阻碍也较小所致。阶段4为剧烈变形阶段,坯料上端金属与主冲头的台阶面和大端面相继接触,承载面积迅速增大,塑性变形区明显增加,金属流动剧烈,并且由于坯料进一步填充型腔,坯料与凹模型腔的接触面积也明显增大,同时坯料的温度也因与模具间的热传导加剧而迅速降低,从而导致成形载荷急剧上升。
由于在主冲头和侧冲头周围金属的流动剧烈程度不均匀,从而导致主冲头和侧冲头在成形过程中均承受侧向偏载荷,即主冲头承受沿轴方向的载荷,侧冲头承受沿z轴方向的载荷。图2-4(b)为成形过程中两冲头所承受的侧向偏载荷的变化曲线。从图中可以看出,主冲头在成形过程中承受沿轴正方向的载荷,这是由于金属向侧向型腔中流动所致。在0s<t<0.58s ,金属向侧向型腔中的流动趋势很弱,因此主冲头几乎不承受侧向偏载荷。当0.58s<t<1.23s,金属开始逐渐填充侧向型腔,因此主冲头的侧向偏载荷逐渐增大。特别是在成形末期,由于主冲头完全压入坯料,迫使金属迅速流入侧向型腔,因此其侧向偏载荷迅速增大。对于侧冲头,在0s<t<0.58s内由于金属向侧向型腔中的流动趋势很弱,因此几乎不承受侧向偏载荷。而在0.58s<t<0.98s,金属向侧冲头上方型腔中的流动速度大于向侧冲头下方型腔中的流动速度,因此侧冲头承受沿轴负方向的侧向偏载荷。在0.98s<t<1.23s,金属向侧冲头下方型腔中的流动速度大于向侧冲头上方型腔中的流动速度,因此侧冲头承受沿轴正方向的侧向偏载荷,并且在成形末期,侧冲头的侧向偏载荷随金属流动速度的加剧而明显增大。此外,主冲头的侧向偏载荷明显大于侧冲头的侧向偏载荷。

3、等效应变分布与演变规律
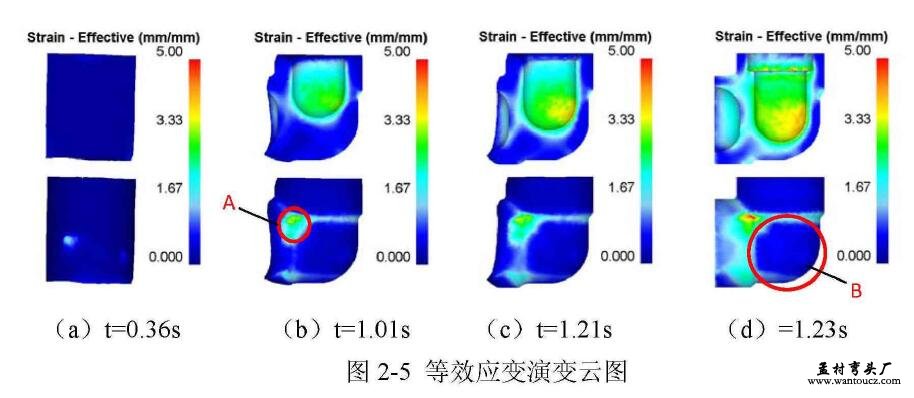
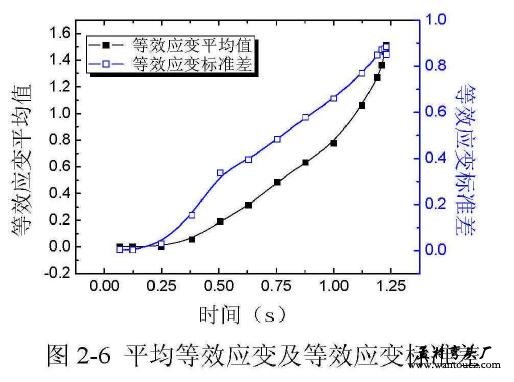
等效应变是衡量塑性变形剧烈程度的有效物理量。图2-5为承插弯头成形过程中的等效应变分布的变化过程。图2-6为成形过程中平均等效应变和等效应变标准差曲线。从2-5图和2-6图可以看出,在成形的第一阶段,坯料仅在型腔中做刚性的转动(图2-5(a)),几乎不发生塑性变形,故平均等效应变和等效应变标准差均较小。当主冲头开始压入坯料后,主冲头前端金属在主冲头的作用下产生明显的塑性变形,同时在弯头表面转角A处,由于型腔较为复杂,金属所受的流动阻力较大,也出现较大的塑性变形区(图2-5(b)),从而使得平均等效应变逐渐增大。由于塑性变形区的迅速扩大,因此塑性变形的不均匀程度迅速提高(图2-6)。随着变形的进一步进行,金属的塑性变形的不断累积,等效应变值平均值不断增大,且塑性变形区也不断扩大。在主冲头球形端部右侧区域出现大等效应变区(图2-5(c)),这是由于该处金属在主冲头的作用下流动剧烈,同时该处金属受到凹模型腔的限制,流动较为困难,因此产生明显的等效应变累积。此外,由于复杂的型腔形状和复杂的变形过程,使得锻件的变形程度越发不均匀(图2-6)。图2-5(d)为承插弯头成形后的等效应变分布云图。从图中可以看出,等效应变较大区域位于主冲头前端右侧区域,而在承插弯头的弯管部位的外侧表面B区域的等效应变值很小,这是因为在成形过程中,该处金属与可分凹模型腔接触后,因受型腔的限制,成为难变形区。此外,弯头上管体表面的等效应变较小,而侧管体表面的等效应变相对较大。
4、温度分布与演变规律
锻件温度的分布与演变与锻件的组织演变有着密切的联系,因此本文研究了在承插弯头分模锻造成形过程中温度场的分布及变化规律。由于锻造过程中坯料的温度主要因塑性变形产热、坯料与模具之间的热传导和坯料内部的热传导而发生显著的变化,因此在成形过程中的不同时刻,锻件温度大小和分布均存在明显的不同。图2-7为承插弯头分模锻造成形过程中不同变形阶段的温度场分布云图。从图2-7(a)可以看出,在成形初期,主冲头与坯料接触后,接触区温度因模具与坯料之间的热传导而迅速降低,同时,坯料表面也与可分凹模型腔发生接触,温度也发生明显的下降,而坯料芯部温度保持稳定(图2-7(b))。随着冲头的压入,冲头前端金属的温度出现温度升高的现象。这是由于该区域金属因塑性变形而产生的热量大于因热传导而损失的热量所致(图2-7(c))。此外,在坯料中部仍存在较大的高温区,坯料外表面的温度因与模具间的热传导而进一步降低。图2-7(d)为成形末期的温度分布云图,从图中可以看出,在主冲头前端和主冲头与侧冲头之间的大塑性变形区,温度较高,而锻件外表面的温度较低。此外,侧管体的温度略高于上管体的温度,这是由于侧管体的变形产热较多所致。而弯管部位的外侧表面因与型腔的接触时间较长,且塑性变形较小,因此温度较低。
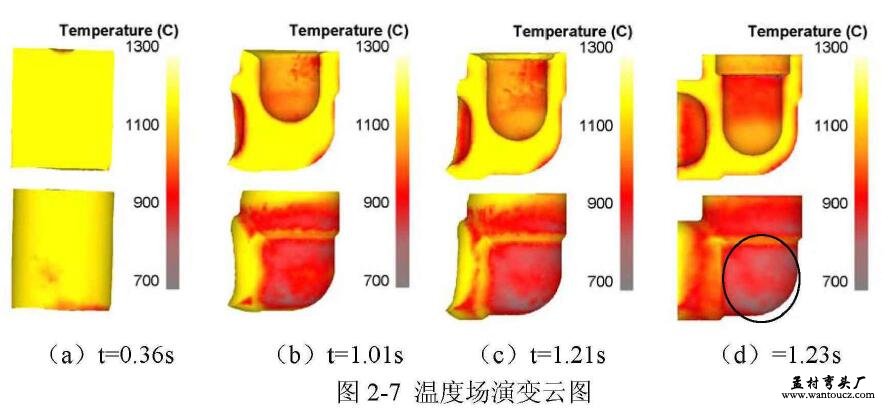
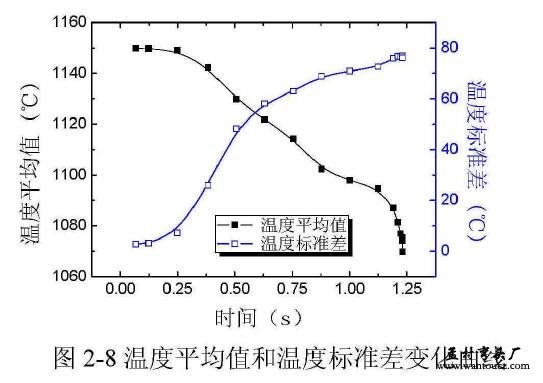
图2-8为在分模锻造成形承插弯头过程中的平均温度和温度标准差变化曲线。由图2-8可以看出,在冲头开始压入坯料后,坯料的平均温度随冲头的不断压入而逐渐降低,这主要是因坯料与模具和周围环境之间的热传导所致。同时,由于在成形过程中不均匀的塑性变形和与模具接触的时间和顺序等多方面的差异,导致温度分布的不均匀性明显升高。在成形后期,由于模具温度的逐渐升高,模具与坯料间的热传导程度降低,且因塑性变形产热和锻件内部的热传导,使得锻件的温度不均匀性逐渐趋于稳定。