联系我们
电话:13363662844
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
传真:0317-6898576
服务热线:13363662844
邮箱:2504178460@qq.com
地址:河北省沧州市孟村回族自治县塔上工业区
等径三通管接头多向模锻成形规律研究
作者:孟村弯头 时间:2019-07-18 09:39
管道系统中,用于管道分流的支管连接管件主要有三通管接头,四通管接头、半管接头和支管台等。其中,三通管接头用于主管和支管的连接部位,在管道分流中用量极大。特别是在石油、化工、核电等领域,对该类零件的使用性能要求苛刻,因此要求采用锻造方式成形。多向模锻工艺是一种能够成形带有多向型腔的整体锻件的锻造工艺,特别适用于成形三通管接头。因此,国内外许多学者对三通管接头多向模锻工艺成形工艺进行了研究。胡忠等人运用Ansys软件对三通管接头的成形过程进行了二维弹塑性有限元模拟,并发现了在成形过程中水平冲头受力不均的现象;徐吉生通过有限元模拟对等径三通管接头的塑性成形过程进行了分析,进行了试验验证,并且分析了水平冲头产生受力不均的原因;李素丽,张治民研究了不同的冲头加载路径对三通阀体成形过程的影响规律; A.Gontarz研究了水平方向和垂直方向摆放坯料对三通阀体多向模锻成形的影响;郭晓峰等人建立了热力耦合模型,对三通管接头的金属流动过程,应力应变分布和温度分布进行了分析;李志颖等人对三通管接头多向模锻成形的开裂进行了预测,孙志超等人研究了冲头加载速度,坯料初始温度以及摩擦因子对三通管接头多向模锻成形的影响规律。然而,在上述研究中,关于冲头运动路径对成形规律的影响规律的研究不够充分。本章在上述研究的基础上,对提出三向同步运动路径,三向异步运动路径和双向同步运动路径三种冲头运动路径,对比分析了三种冲头运动路径下三通管接头的成形性能和成形规律。
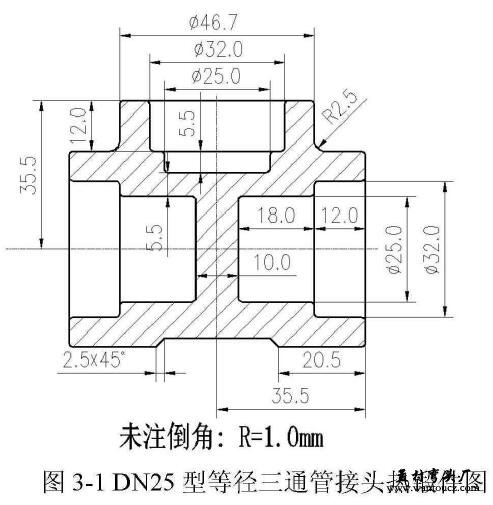
本文所研究的三通管接头DN25为型等径螺纹三通管接头(以下简称三通管接头),该型号三通管接头为标准件,其制造和尺寸要求符合GB/T 14383-2008标准。该三通管接头在使用过程中需承受的压力等级为3000Lb(HG/T 21634-1988),故通常采用锻造工艺成形。本文采用多向模锻工艺成形该三通管接头,可以将锻件设计成带有三个内孔的锻件。各内孔间需设计合理的连皮,其最小连皮厚度由方程(2-1)计算所得:两水平内孔间的最小连皮厚度为5.3mm,纵向内孔与水平内孔间的最小连皮厚度为4.2mm。由于采用热成形工艺成形该三通管接头,需考虑断后的热收缩量,因此热锻件尺寸需考虑1.5%的收缩率。此外,由于锻件内孔需进行后续机加工,故需留有加工余量。图3-1为所设计的合理热锻件图。